İstatistiksel Kalite Kontrolüne Giriş: İstatistiksel Kalite Kontrolü Nasıl Başladı?
Değiştirilebilir parçalar üretmek için endüstriyel bir süreci kontrol etmeniz gerekir. Eli Whitney ve Sanayi Devrimi'nin diğer öncüleri bunu biraz geç keşfettiler. 1798'de Whitney, ABD hükümetinden 10.000 tüfek üretme sözleşmesi aldı. Silah parçalarını standart bir modele göre üretme sistemini geliştirebileceğine inanıyordu.
Günümüzde bu özel bir şey olmazdı, ancak o zamanlar neredeyse duyulmamış bir şeydi. Geleneksel silah üretim yöntemi, yetenekli bir zanaatkarın tüm parçayı şekillendirmesi ve her parçayı takmasıydı. Bir parça kırılırsa, yenisi özel olarak üretilmek zorundaydı. Silahlanmaya ihtiyacı olan bir ülke için, değiştirilebilir parçalar kavramı cazip geliyordu. Ne yazık ki, Whitney'nin 700 silah için ürettiği ilk parça üretiminden sadece 14 silah monte edilebildi. Kalite kontrolü devreye girene kadar bu fikir geçici olarak başarısız oldu.
Kalite Kontrolü Neden Önemlidir?
Kalite kontrolü gerekliydi çünkü seri üretilen ürünlerde kalite eksikliği vardı ve erken üretim süreçlerinde kontrol yoktu. Kalite kontrol kavramı, bir spesifikasyonun yazıldığından ve tüm parçaların buna uygun olduğundan emin olmayı amaçlıyordu.
Bir spesifikasyon, parçaların üretileceği bir kalıptır.
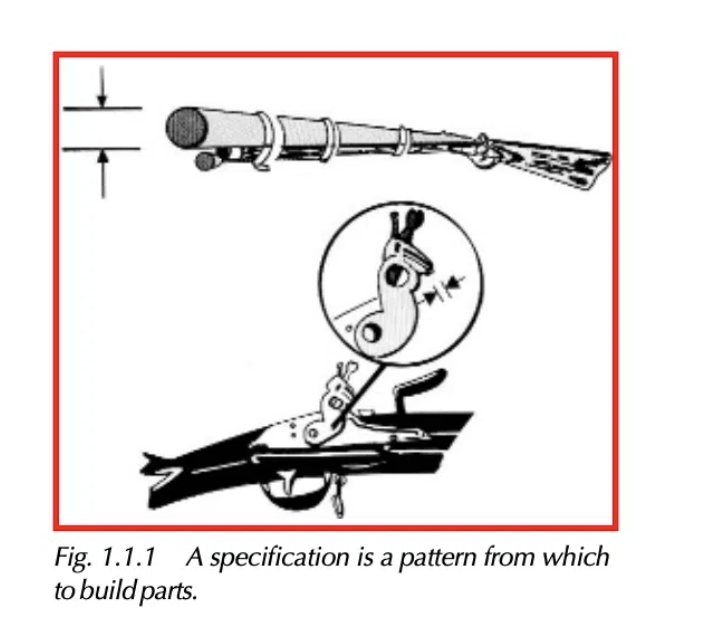
Öncelikle, bir parça, işlevi ve müşterinin ihtiyaç ve beklentilerini karşılama başarısı açısından değerlendirilirdi. Mühendislik daha sonra bir spesifikasyon oluştururdu (Şekil 1.1.1). Spesifikasyon, malzemeleri, boyutları ve yüzey işlemini belirtirdi. Boyutlar genellikle hedef boyut veya nominal boyut ve yüksek ve düşük limit veya tolerans olarak ifade edilirdi.
Kalite Kontrol Ne Yapar?
Kalite kontrolün görevi, parçaların spesifikasyona uygun olduğundan emin olmak için parçaları incelemek ve neden uygun olmadıklarını bulmak için kötü parçaları değerlendirmekti. Uygun bir şekilde verimli bir şekilde yüksek oranda iyi parça üretildiği sürece, üretim süreci o kadar önemli değildi.
Ancak I. Dünya Savaşı deneyimi, bu tür kalite kontrolünün yeterliliği konusunda şüpheler uyandırdı. Savaş, Amerika'nın hayati malzemeleri uzun mesafeler üzerinden tedarik etme konusundaki ilk deneyimiydi. Hem nihai ürünlerin hem de yedek parçaların kalitesi, arızaların yerinde değerlendirilmesini yasaklayan koşullar altında ve %100 denetimi karlı olmayan bir girişim haline getiren hacimlerde garanti altına alınmak zorundaydı.
**İstatistiksel Kalite Kontrolüne Nasıl İsim Verildi?**
Kalite kontrolü, reaktif olduğu için yetersizdi. Parçaların ve parça arızalarının değerlendirilmesine çok fazla güveniyordu. Savaşın lojistiği, daha aktif bir kalite fonksiyonu gerektiriyordu. Odak noktası, tabiri caizse, cephe gerisine, yani üretim sürecine kaymak zorundaydı. Elbette, bu yeni vurgunun bir adı olması gerekiyordu. İstatistiksel kalite kontrolü yeni isimdi. Sürecin önemini vurgulamak için istatistiksel süreç kontrolü olarak da adlandırılır. Ancak eski kalite kontrol kavramı, basit bir vurgu kaymasının yanı sıra bir şeyden yoksundu: istatistikten yoksundu.
**İstatistiklerin Kalite Kontrolüne Uygulanması**
İstatistiklerin uygulanmasını, Bell Labs'ta fizikçi olan Dr. Walter A. Shewhart'a borçluyuz. Shewhart, moleküllerin çarpışması sonucu bir sıvıda küçük parçacıkların rastgele davranışı olan Brown hareketinde uzmanlaşmıştı. Büyük miktarda veriyi analiz etmek için kullanılan istatistiksel yöntemler bu tür çalışmalar için faydalıydı. Shewhart'ın savaş çabalarına yardımcı olması istendiğinde istatistik bilgisini kullanması doğaldı.
Shewhart'a ordu birlikleri için standart bir radyo kulaklığı tasarlama görevi verildi. 10.000 askerin kafa boyutlarını ölçerek işe başladı (Şekil 1.1.2).
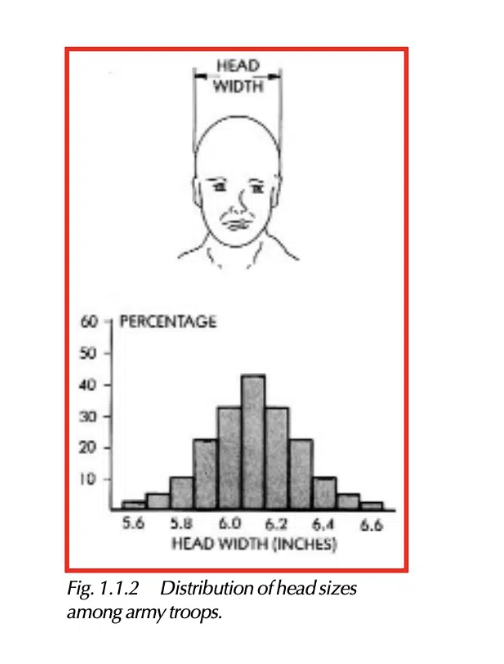
Ordu birlikleri arasında kafa boyutlarının dağılımı
Boyutları küçükten büyüğe doğru sıraladı ve her bir boyutun görülme sıklığını işaretledi. Onu cezbeden şey, dağılımın, Şekil 1.1.2'de gösterilen çan eğrisi veya normal dağılım olarak bilinen şeye benzemesiydi.
Bu, Brown hareketini incelerken karşılaştığı bir modeldi ve bu tür modellerin ve bunları analiz etme yöntemlerinin daha geniş uygulamaları olup olmadığını merak etti. Sonunda, üretimde yardımcı olmak için bazı tanımlayıcı istatistikler geliştirdi ve 1931'de yayınlanan "Üretilmiş Ürün Kalitesinin Ekonomik Kontrolü" adlı bir kitap yazdı. Kitap, yayınlandığı dönemde çok az etki yarattı, ancak zamanla insanlar istatistiksel yöntemlerin değerinin farkına vardılar. Geliştirdiği çok önemli bir teknik ise Shewhart Kontrol Grafiği veya x & R grafiği olarak adlandırılır.
İstatistiksel Kalite Kontrolü İlk Ne Zaman Kullanıldı?
İstatistiksel kalite kontrolü, ilk yaygın uygulamasını II. Dünya Savaşı sırasında gördü. Savaş Bakanlığı, savaş malzemesi üreten endüstrilerden istatistiksel kontrolleri uygulamalarını istedi ve onlara öğretmek için istatistikçiler işe aldı. Bu istatistikçilerden biri, daha sonra savaş sonrası Japonya'da istatistiksel kalite hareketini geliştirmeye yardımcı olan Dr. W. Edwards Deming'di. Japonlar, savaş sırasında Amerika'nın karşılaştığı uzun mesafelerde kaliteyi garanti etme sorunlarının birçoğuyla karşı karşıyaydı. Birçok doğal kaynaktan yoksun olan Japonya'nın, imalat ürünleri üretme ve ihraç etme yeteneği hayatta kalması için gerekliydi. Neyse ki, sağlam tavsiyelere kulak verdiler ve bunları uygulamayı öğrendiler.
Japonya'nın temelde Amerikan metodolojisini uygulama başarısı, sınırlarının çok ötesinde hissedildi. X ve R grafiği, kalite kontrolünün dikkatini üretim sürecinden sonraki kusurların tespitinden, üretim sürecindeki kusurların önlenmesine kaydırdı. Şekil 1.1.3 bu değişikliği göstermektedir.
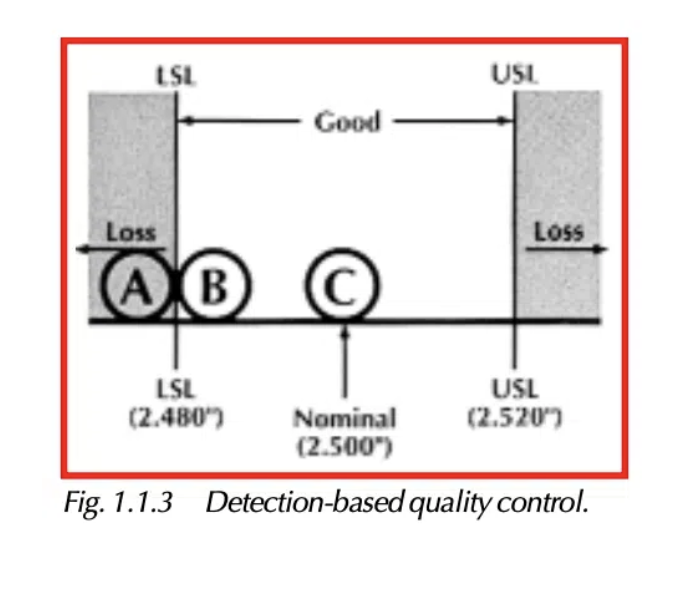
Tespit tabanlı kalite kontrolü.
Tespit Sistemi
Tespit sisteminde, odak noktası spesifikasyon sınırlarının (LSL ve USL) dışında kalan parçaları veya ürünleri yakalamaktır. Bu yaklaşımın dezavantajı, Şekil 1.1.3'te gösterilen üç parçayı (A, B ve C) karşılaştırdığımızda açıkça görülmektedir. C parçası tam olarak nominal veya en iyi değerdedir. A ve B parçaları her ikisi de küçük boyutludur, B parçası alt spesifikasyonun biraz üzerindedir ve A parçası spesifikasyonun biraz altındadır. Düzgün çalışan bir tespit sisteminde, B ve C parçalarının A ve B parçalarından daha benzer olduğu belirlenir: B ve C parçaları muayeneden geçerken, A muayeneden geçemez. Her parçanın özelliklerinin gerçek bir karşılaştırması, A ve B'nin en benzer olduğunu ortaya koyacaktır.
Önleme Sistemi
İstatistiksel proses kontrolü kullanan bir önleme sisteminde, odak noktası nominal veya en iyi değere yakın veya bu değerde olan parçaları veya ürünleri üretmektir. Şekil 1.1.4, önlemeye dayalı bir sistemi göstermektedir. Spesifikasyon sınırlarına duyulan ihtiyaç hala dikkate alınırken, sistemin odak noktası nominal veya en iyi değerde üretim yapmaktır.
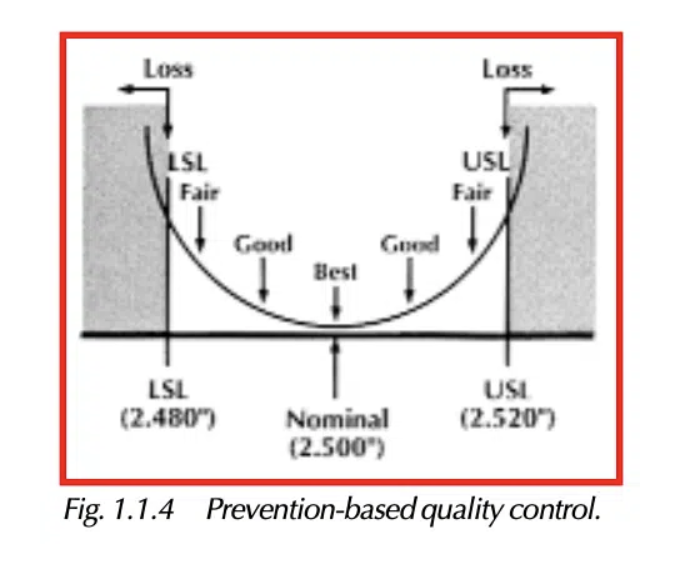
Önlem odaklı kalite kontrolü.