KATEGORİLER
- Tork kontrollü
- Açı kontrollü
- Akma noktası kontrollü
- DEPRAG Sıkıştırma Kuvveti Kontrolü
- DEPRAG sürtünme torku değeri prosedürü
- Doğrusal ölçüm
- Ultrasonik doğrusal ölçüm
- Özel prosedürler
Vidalama teknolojisi, özellikle yüksek yük taşıma kapasitesi, tekrar kullanılabilirliği ve bağlantıların tahribatsız gevşetilmesinin mümkün olması nedeniyle montajda hala önemli bir teknolojidir. Vidalar en sık kullanılan makine elemanlarıdır ve çok çeşitli uygulamalar için geniş bir standart tasarım yelpazesi sunar.
Montaj teknolojisinde vida bağlantılarının en önemli amacı, tanımlanmış ve sabit bir ön yükleme kuvveti elde etmektir. Bu, bir yandan dişli bağlantı elemanının işlevinin her olası çalışma kuvvetinde garanti altına alınmasını, diğer yandan da izin verilen yükün aşılmamasını sağlayacak şekilde ayarlanmalıdır. Bağlantının sıklıkla bilinmeyen oturma olayları ve elde edilen ön yükleme kuvvetindeki montajla ilgili dalgalanmalar sorun teşkil etmektedir.
Seri üretimde, elde edilen ön yükleme kuvvetini belirlemek genellikle zordur. Pratikte, ön yükleme kuvvetini dolaylı olarak kontrol etmek için çeşitli sıkma yöntemleri kullanılır. Sıkma torku genellikle dolaylı olarak ölçülen bir değişken olarak kullanılır. Dönme açısı, vidalama süresi ve sürtünme değerleri gibi diğer parametreler de montaj sürecinde önemli kontrol değişkenleri olarak görev yapar. Vida başı temasını tespit etmeye yönelik yenilikçi yöntemler de ön yükleme kuvvetinin tutarlılığını artırmaya yardımcı olur.
Tork kontrollü sıkma işlemi
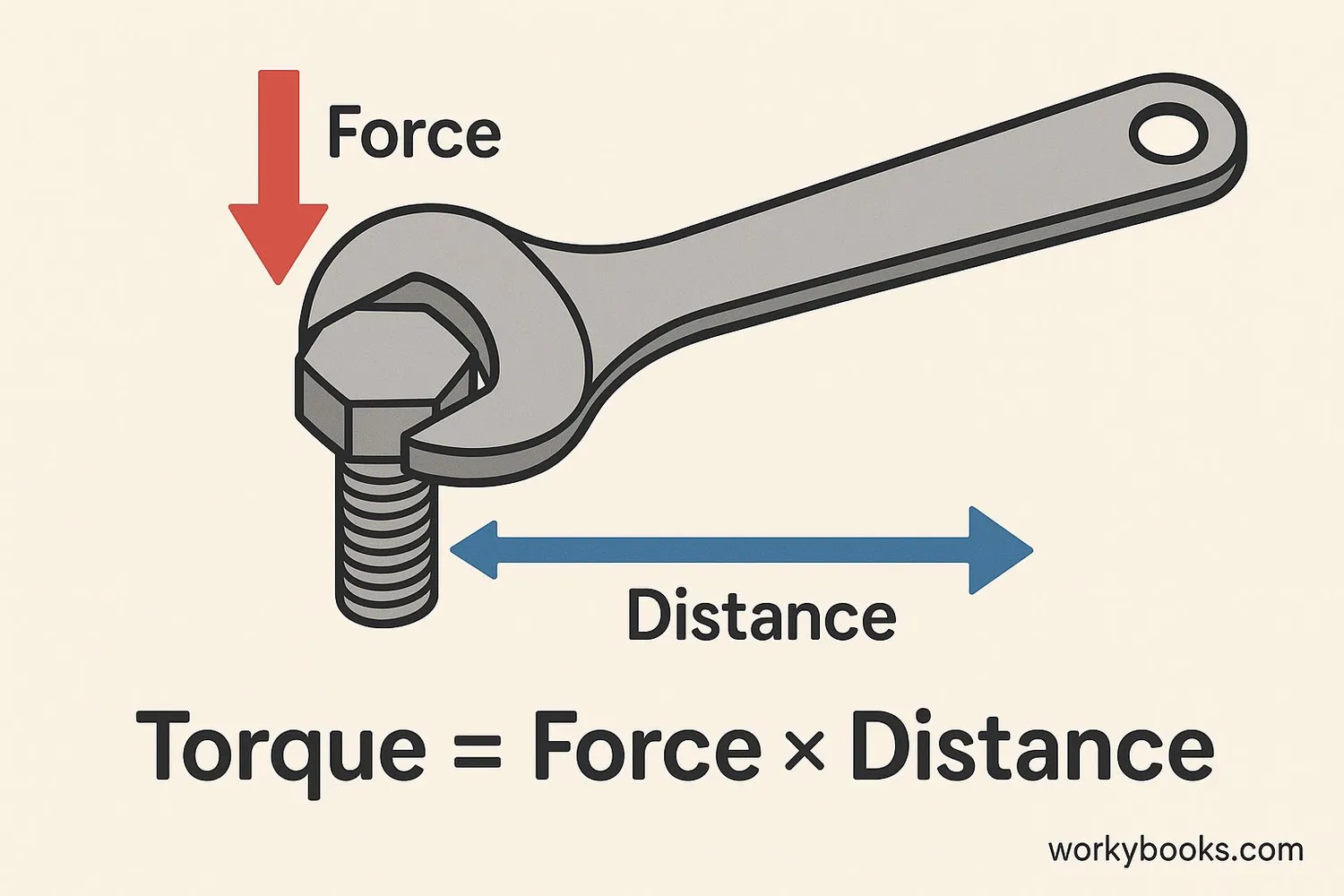
Sıkma torku, vida bağlantılarının sıkılmasında en önemli kontrol değişkenidir ve birçok diğer işlemde de kontrol değişkeni olarak kullanılır.
Tork kontrollü sıkmada sürtünme etkileri & Tork kontrollü sıkmada ek açı izleme
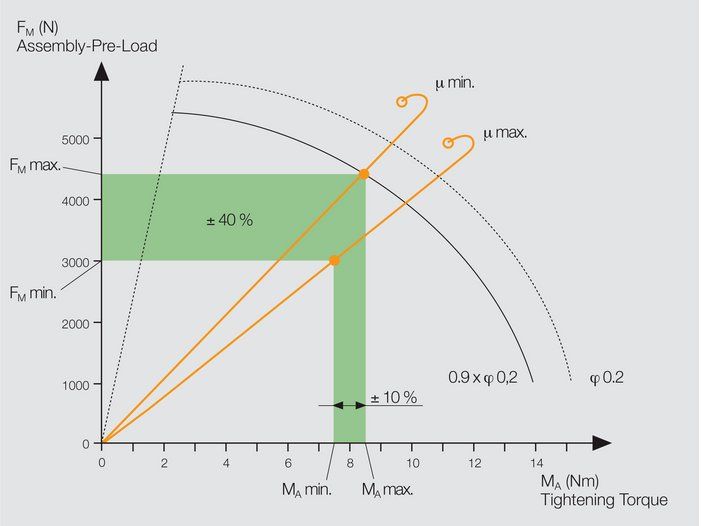
Tork kontrollü sıkmanın temel zorluklarından biri, sıkma aletinin tork dağılımıyla birlikte sonuçta ortaya çıkan ön yükleme kuvvetini etkileyen dalgalanan sürtünme değerleridir. Burada özellikle baş sürtünmesi ve diş sürtünmesi arasındaki ayrım çok önemlidir. Bu sürtünme etkileri bir araya geldiğinde, torkun yüksek tekrarlama doğruluğunda bile ön yükleme kuvvetinde %50 veya daha fazla dalgalanmalar meydana gelebilir.
Güvenli bir bağlantı sağlamak için, dişli bağlantı elemanının bu sapmalara rağmen güvenilir bir şekilde çalışacak şekilde tasarlanması gerekir: daha yüksek bir ön yükleme kuvvetiyle aşırı yüklenmemeli ve daha düşük bir ön yükleme kuvvetiyle bile gerekli tutma kuvvetini sağlamalıdır. Bu zayıflıklara rağmen, tork kontrollü sıkma, esas olarak basit teknik uygulaması nedeniyle, en yaygın kullanılan sıkma yöntemidir.
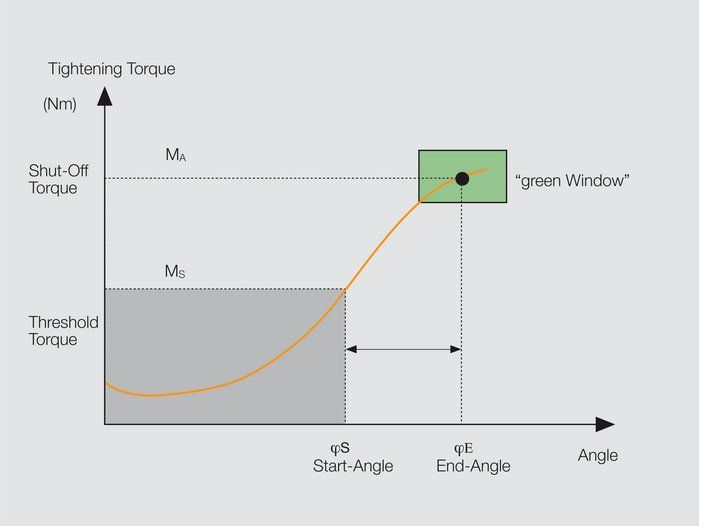
Hassasiyeti artırmanın bir yolu, bunu dönme açısı algılamasıyla birleştirmektir. Bu yöntem, parçaların dalgalanan malzeme özelliklerinin kaydedilmesi gerektiğinde özellikle kullanışlıdır. Gerçek montaj işlemi değişmeden kalır, ancak belirli bir eşik torkunun üzerinde oluşan yeniden gerdirme açısı da izlenir. Bu, tanımlanmış limit değerleri, yani yeşil pencere içinde olmalıdır.
Yeniden gerdirme açısını değerlendirerek, olası montaj hataları hakkında sonuçlar çıkarılabilir:
- Yeniden gerdirme açısı çok kısa ise, bu genellikle bir sızdırmazlık elemanının yokluğunu gösterir.
- Çok uzun yeniden sıkıştırma açıları, yeterince sertleştirilmemiş parçaları gösterir.
- Dönme açısı tespitinin başladığı eşik torku, genellikle son torkun %20'si (sert cıvatalı bağlantı durumları için) ile son torkun %80'i (yumuşak cıvatalı bağlantı durumları için) arasındadır.
Açı Kontrollü Sıkma İşlemi
Dönme açısı yönteminde, sıkma işlemini kontrol etmek için hem tork hem de dişli bağlantı elemanının dönme açısı kullanılır. Ancak son sıkmada, kontrol değişkeni olarak tork değil, dönme açısı kullanılır. Bu, vidanın önce bir başlangıç torkuna kadar sıkıldığı ve daha sonra önceden tanımlanmış bir yeniden sıkma açısıyla daha da sıkıldığı anlamına gelir. Tork, ek bir kontrol değişkeni olarak kullanılabilir.
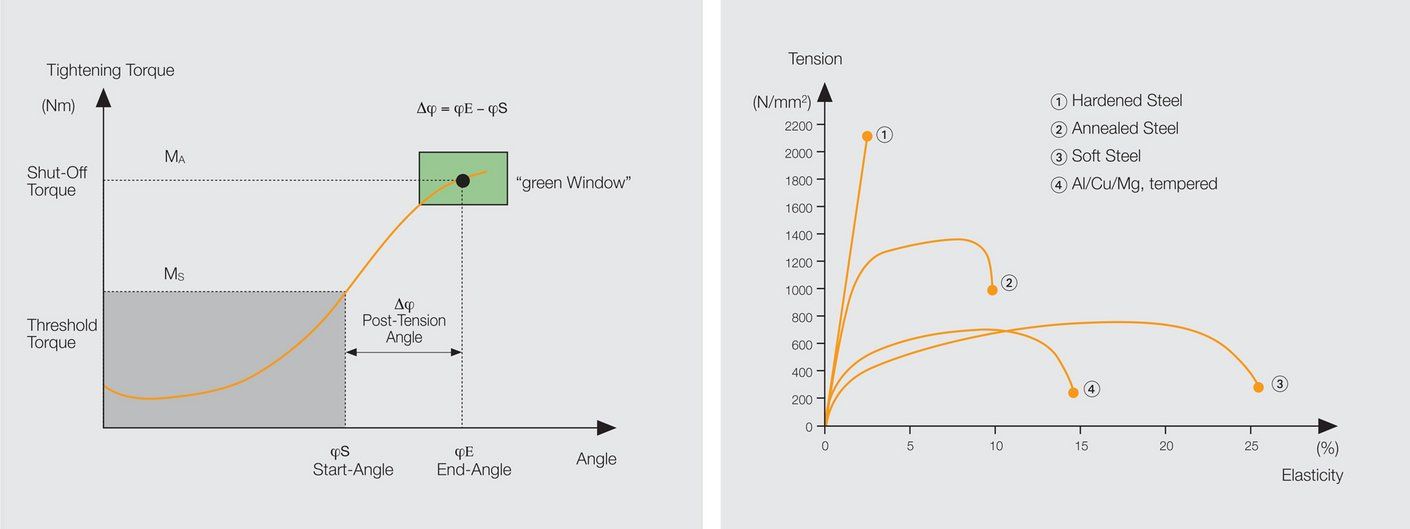
Açı Kontrollü Sıkma (sol resim), Hooke Gerilim/Esneklik Diyagramı (sağ resim)
Bu sıkma yöntemiyle, vida elastik veya plastik aralıkta sıkılabilir. Plastik aralıkta, vidanın daha fazla döndürülmesi yalnızca torkta minimal bir artışa yol açar, bu nedenle tork artık güvenilir bir kontrol değişkeni olarak kullanılamaz. Bu aralıkta sıkma işlemi için belirli parametrelere tam olarak uyulmalıdır, aksi takdirde vida kalıcı olarak deforme olur ve tekrar kullanılamaz hale gelir.
Bu sıkma yöntemiyle, vida elastik veya plastik aralıkta sıkılabilir. Plastik aralıkta, vidanın daha fazla döndürülmesi torkta yalnızca minimal bir artışa yol açar; bu nedenle tork artık güvenilir bir kontrol değişkeni olarak kullanılamaz. Bu aralıkta sıkma için belirli parametrelere tam olarak uyulmalıdır, çünkü vida kalıcı olarak deforme olur ve tekrar kullanılabilirliğini kaybeder.
Plastik ve elastik terimleri, Hook'un gerilme-gerinim diyagramı kullanılarak gösterilebilir. Elastik deformasyonda, sabit sürtünme değerlerinde ön yükleme kuvveti, uygulanan torkla orantılıdır. Tork arttıkça, vidanın uzaması da artar. Yük (ön yükleme kuvveti / tork) tekrar kaldırıldığında, deformasyon azalır. Ancak, tornavidanın akma noktasına ulaşıldığı anda, torktaki artış düzleşir ve vida plastik aralığa girer. Deformasyon, yük kaldırıldıktan sonra bile bu aralıkta kalır. Maksimum yük aşılırsa, tornavida daralır ve bu da nihayetinde tahrip olmasına yol açar.
Tornavidanın plastik aralığı, tasarıma bağlı olarak değişir: Kısa ve dik veya uzun ve düz olabilir. Bununla birlikte, açı kontrollü sıkma yöntemini başarıyla uygulamak için geniş bir plastik aralık gereklidir. Bu yöntem, sürtünmenin etkisinden kaynaklanan rahatsızlık değişkenlerini büyük ölçüde ortadan kaldırmayı ve aynı zamanda vidanın maksimum yük taşıma kapasitesini kullanmayı mümkün kılar
.
Akma Noktası Kontrollü Sıkma İşlemi
Genişletme vidasının sınırlamalarından kaçınmak ve aynı zamanda dalgalanan sürtünme değerlerine bağımlılığı dezavantaj olarak görmemek için, akma noktası kontrollü sıkma geliştirilmiştir. Bu yöntemde, hem tork hem de dönme açısı kontrol değişkenleri olarak kaydedilir. Prensip, akma noktasına ulaşıldığında kesme kriteri olarak hizmet eden gerilim-gerinim diyagramındaki azalan eğimin kullanımına dayanmaktadır.
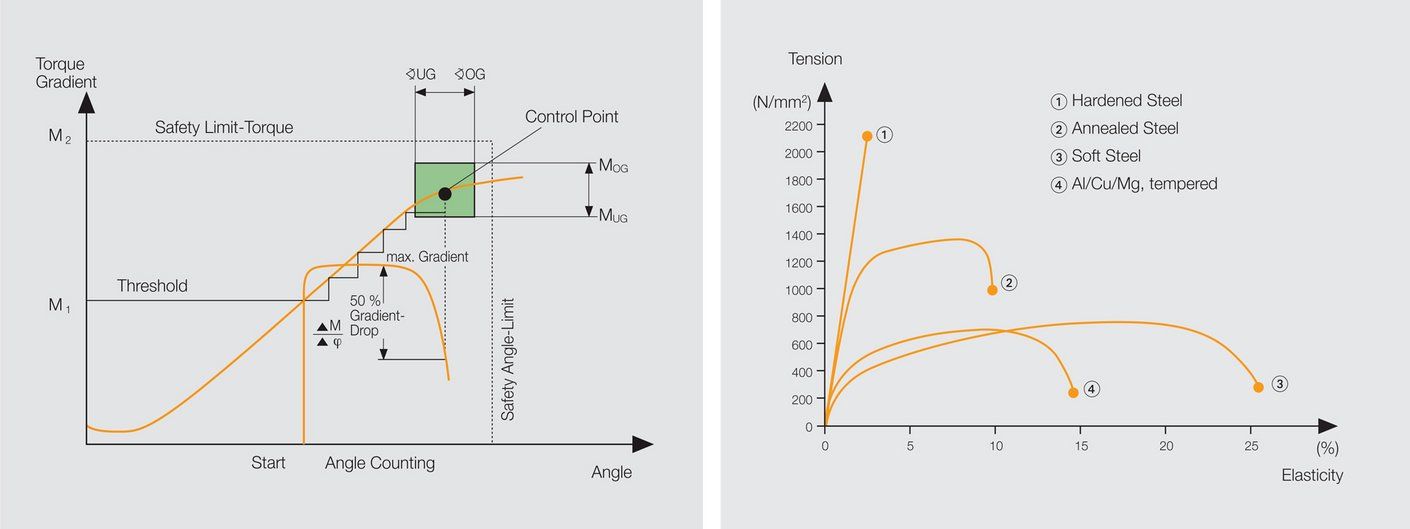
Sınır Değer Kontrollü Sıkma (sol resim), Hooke Gerilim/Elastikiyet Diyagramı (sağ resim)
Gerilim-gerinim diyagramında, artışın başlangıçta doğrusal olduğu ve akma noktasına ulaşıldığında giderek düzleştiği görülebilir. Bu süreçte, eksenel kuvvet torka, uzama ise dönme açısına orantılıdır. Matematiksel olarak, bir eğrinin yükselişi, fonksiyonun türevidir. Dönme açısına ulaşıldıktan sonra torkun türevi başlangıç değerinin yaklaşık %50'sine düşerse, akma noktasına ulaşılmış demektir ve sıkma işlemi sonlandırılır. Güvenlik nedenleriyle, limit açıları ve limit torkları da izleme değişkenleri olarak eklenebilir.
Akma noktasıyla kontrol edilen sıkma, dalgalanan sürtünme değerlerinin dezavantajlarını veya tornavida seçiminin sınırlamalarını ortadan kaldırır. Birçok durumda, gerekli ön yükleme kuvvetine ulaşıldığında artan güvenlik nedeniyle vidalar daha küçük boyutlarda kullanılabilir, bu da maliyetlerde azalma sağlar.
Bu yöntem yalnızca tornavidanın en zayıf bileşen olduğu bağlantılar için kullanılabilir. Örneğin, vida başının eşleşme yüzeyine batması, aksi takdirde Vidalama Sistemi tarafından bir gerilim sınırı olarak yanlış yorumlanabilir.
DEPRAG Sıkıştırma Kuvveti Kontrolü (CFC)
DEPRAG CFC adaptif sabitleme stratejisi, dalgalanan yerleştirme torklarında bile iyileştirilmiş ve daha sabit bir ön yükleme kuvveti (sıkıştırma kuvveti) elde eder. Komple vida bağlantısı iki ana bileşenden oluşur: oturma noktası tespiti ve diferansiyel tork veya açıya göre sıkma esasına dayalı vida bağlantısı.
Bu yöntemin tipik uygulamaları, plastik veya metalde doğrudan vida bağlantılarıdır. Özellikle geniş ölçüde değişen takma torkları için, AST12 veya AST40 ile birlikte EC servo tornavidalar için patentli işlem kullanılır.
Zorluklar ve çözümler
Takma torkundaki dalgalanmalar, vida veya delik geometrisindeki değişiklikler, bileşen malzemesinin yapısı, tornavida dişinin değişen yüzey koşulları veya yaylı elemanlar ve yerleşme olayları gibi çeşitli faktörlerden kaynaklanabilir. Bu gibi durumlarda, oturma noktasının güvenilir bir şekilde tespiti, düzgün bir başlangıç durumu sağlar ve sabit bir son sıkma sağlayarak düzgün bir ön yükleme kuvveti elde edilmesini mümkün kılar.
Avantajlar:
- Ön yükleme kuvvetinin tutarlılığının iyileştirilmesi: Ön yükleme kuvveti, değişen takma torklarında bile sabit kalır.
- Rastgele dalgalanmalara karşı dayanıklılık: Yöntem, oturma noktasından kaynaklanmayan rastgele tork artışlarına karşı duyarsızdır.
- Düşük parametreleme çabası: İşlemin kurulumu hızlı ve kolaydır.
Hesaplama yöntemi:
İşlemin ana özelliği, oturma noktası tespitidir. Tork eğrisi sürekli olarak izlenir ve matematiksel bir değerlendirme fonksiyonuna dönüştürülür. Bu fonksiyon tanımlanmış bir limit değerini aşarsa, oturma noktasının tespit edildiği kabul edilir.
Oturma noktası tespit edildiği anda, hem tork hem de dönüş açısı bu zaman damgasında geriye dönük olarak hesaplanır. Üst tork limiti, sabitleme aşaması için iptal kriteri olarak kullanılır. İsteğe bağlı olarak, oturma noktası tespiti için OK penceresi, tork ve açı için alt ve üst limitlerle izlenebilir.
Sabitleme aşamasının nihai değerleri (tork ve dönüş açısı), oturma noktasının zaman damgasında veya sabitleme aşamasının sonunda, sonraki program bölümü için referans değerler olarak kullanılır.
Diferansiyel torka sabitleme, açıya sabitleme ile de değiştirilebilir.
DEPRAG sürtünme torku değeri prosedürü
Parçalar için vida bağlantılarının temel amacı, sabit bir ön yükleme kuvveti elde etmektir. "Torkla sıkma" olarak bilinen yaygın sıkma stratejisi, tork kontrollü sıkma işlemi için gerekli özelliklerin tutarlı kalitede olması durumunda iyi sonuç verir.
Ancak, kendinden kılavuzlu ve kendinden kılavuzlu vidaların işlenmesinde özel zorluklar ortaya çıkar. Burada, vida veya delik geometrisindeki değişiklikler, parçaların malzeme yapısı, vida dişlerinin veya çekirdek deliğinin yüzey özelliklerindeki değişiklikler, ayrıca yaylı elemanlar ve yerleşme olayları gibi parça kalitesindeki dalgalanmalar, şekillendirme veya kesme işlemi sırasında düzensiz yerleştirme torkuna yol açabilir.
Dişli bağlantı elemanları önceden belirlenmiş son sıkma değerlerine kadar sıkıldığında, bu dalgalanan takma torkları, değişen ön yükleme kuvvetlerine yol açabilir ve bu da aşağıdaki sorunlara neden olabilir:
**Tornavida veya parçalarda hasar (örneğin kırılma)**
**Dişli bağlantı elemanının arızalanması (ön yükleme kuvvetinin kaybı)**
**Vida başı desteğine ulaşamama**
Çözüm: Dalgalanan sürtünme değerlerine rağmen ön yükleme kuvvetinin hassas kontrolü
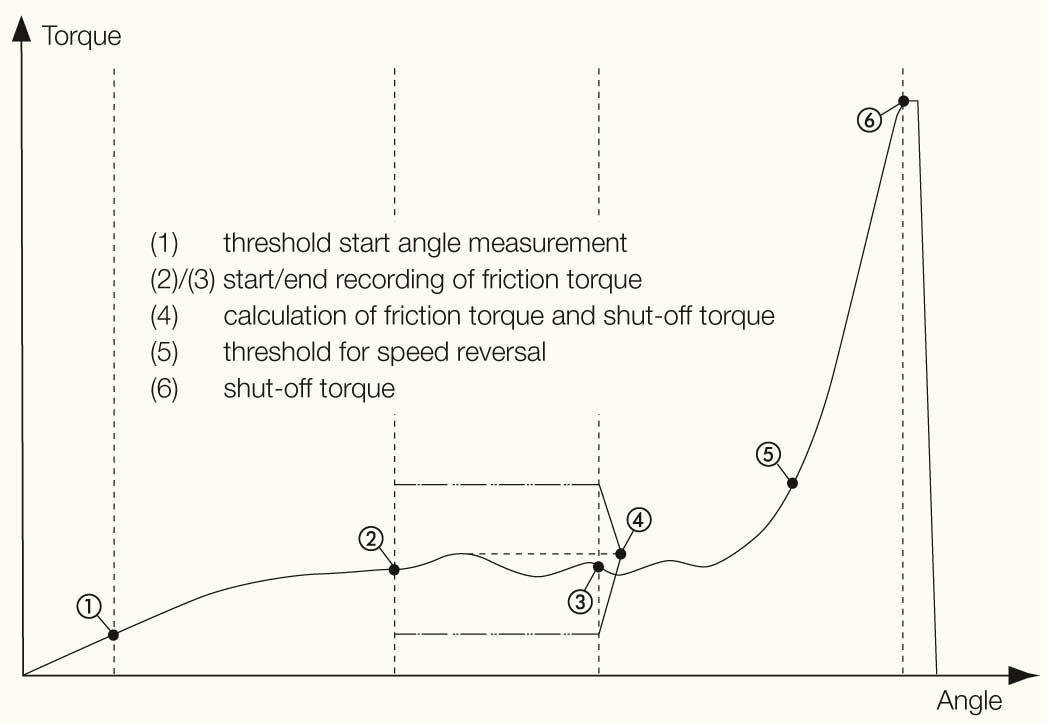
DEPRAG sürtünme torku değeri prosedürü burada bir çözüm sunmaktadır. Vidalama işlemi sırasında, takma torku, şekillendirme veya kesme işlemi için uygulanan parametrelendirilebilir bir açı aralığında kaydedilir. Bu ölçülen değerlerden ortalama bir değer hesaplanır ve bu değere Sürtünme değeri denir. Sürtünme değeri, bir eşik torku aracılığıyla daha sonraki sıkma işlemini belirler; bu sayede bir sonraki adım için diferansiyel tork kullanılır. Sürtünme değeri ve diferansiyel torkun toplamı, son olarak kapatma torkunu verir.
Avantajlar:
İşlem sırasında tork değerleri sürekli değişse bile, gerekli ön yükleme kuvveti güvenilir bir şekilde uygulanır.
Dezavantajlar:
Sürtünme değerlerindeki dalgalanmalar nedeniyle nihai sıkma değerleri sabit değildir. Bu nedenle, nihai sıkma değerleri kullanılarak (örneğin Cmk indeksi kullanılarak) tek tek vida bağlantılarının kalitesini değerlendirmek mümkün değildir.
Kalite değerlendirmesi için mevcut ölçülen değişkenler bunun yerine, eşik torkundan kapatma torkuna ulaşılana kadar ölçülen diferansiyel tork değeri veya dönüş açısı değeridir.
Doğrusal ölçüm
Bir vidanın uzaması ve bunun sonucunda oluşan ön yükleme kuvveti, tork ve ön yükleme kuvvetinden daha hassas bir şekilde matematiksel olarak bağlantılıdır. Bu nedenle, doğrudan gerinim ölçümü, ön yükleme kuvvetinin çok hassas bir şekilde belirlenmesini sağlar. Bunu ölçmenin bir yolu, vidadaki delik yoluyla uzamayı mekanik olarak kaydetmektir. Bu delik, kullanılan tornavidanın sıkıştırma uzunluğundan daha derin olmalıdır. Bununla birlikte, bu yöntem yalnızca daha büyük vidalar içeren özel durumlar için uygundur ve pratikte nadiren kullanılır.
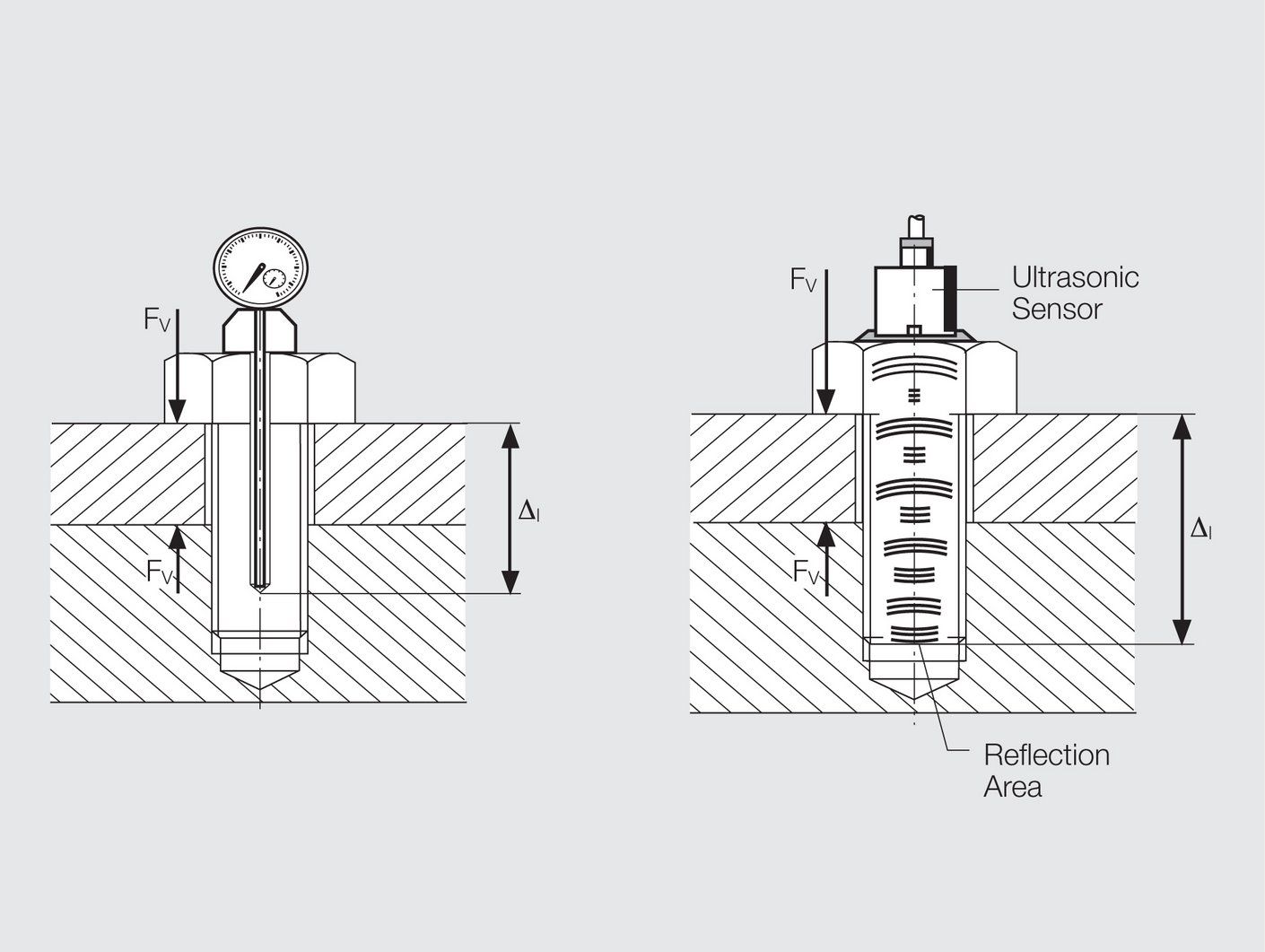
Ultrasonik Doğrusal Ölçüm
Daha hassas bir uzunluk ölçüm yöntemi, cıvata uzamasının ultrasonik ölçümüdür. Vida başına ultrasonik bir darbe verilir. Darbe vida boyunca yayılır, şaftın ucunda çelik/hava arayüzünde yansır ve vida başına geri döner. Darbenin yankıları arasındaki zaman farkı, tornavidanın uzunluğunu hesaplamak için kullanılır.
Bu ölçüm çok yüksek bir frekansta gerçekleştirilebilir, böylece saniyede birkaç bin ölçüm yapılabilir ve yüksek çözünürlük elde edilir. Bununla birlikte, vida malzemesinin gerilme durumları ve vidanın sıcaklığı, bozucu değişkenler olarak telafi edilmelidir. Yöntem artık seri üretime hazırdır ve otomotiv endüstrisinde son derece hassas emniyet vida bağlantıları için başarıyla kullanılmaktadır. Bununla birlikte, tork ve dönüş açısının ek olarak izlenmesi hala gereklidir.
Bu işlemin bir diğer dezavantajı, buharla kaplanmış sensörlü vidalar gerektirmesidir; bu da her işlenmiş tornavida için parçada pahalı bir sensör elemanının kalması anlamına gelir.
Özel Prosedürler
Açıklanan yöntemlerin çoğu, çelikten yapılmış metrik dişli bağlantı elemanlarına göre uyarlanmıştır. Ancak pratikte, kendinden kılavuzlu vidalar, kendinden delmeli veya kendinden şekillendiren vidalar ve termoplastik veya termoset malzemelerde metal vidalarla bağlantılar gibi çok sayıda başka dişli bağlantı türü de mevcuttur. Bu varyantlar özel dikkat gerektirir.
Prensip olarak, tork, sürtünme değerleri ve oluşan ön yükleme kuvveti arasındaki ilişki korunur. Bununla birlikte, plastik vidalarda, bu ilişki yalnızca vidanın malzeme özelliklerine dayandırılamaz, çünkü parçaların malzeme özellikleri de etkilidir. Kendinden delmeli veya kendinden şekillendiren vidalarda ise ek bozucu değişkenler de ortaya çıkar - sözde yerleştirme torkları.
Doğrudan Vidalı Bağlantıların Zorluğu
Diş oluşturulması gereken durumlarda, nihai torku elde etmek için sürtünme bileşenlerine ek olarak diş oluşturma torkları da gereklidir. Bu yerleştirme torklarındaki güçlü dalgalanmalar nedeniyle, elde edilen ön yükleme kuvvetindeki hatalar, standart durumlarda açıklananlardan önemli ölçüde daha yüksektir. Özellikle termoplastiklerde doğrudan vidalı bağlantılar için, tornavidanın hızı çok önemli bir rol oynar, çünkü vida bağlantısının kalitesini önemli ölçüde etkileyebilir.
Sonuç: Hassas dişli bağlantı elemanları, uygun sıkma yöntemleri ve parametrelerini gerektirir
Dişli bağlantı elemanlarında ön yükleme kuvvetinin hassas bir şekilde belirlenmesi, uygun ölçüm yöntemlerinin veya hesaplama araçlarının kullanılmasını gerektirir. Her dişli bağlantı elemanının kendine özgü zorlukları vardır ve özellikle özel malzemeler ve vida tipleri için tasarım gereksinimleri ve yerleştirme torkları dikkate alınmalıdır. Optimal sonuçlar elde etmek için, vida, parçalar, sıkma yöntemi ve sıkma aleti ilgili uygulama için tasarlanmalıdır.